Corbec Inc.
What are the differences between the ASTM A123 and CSA G164 standards? Is the CSA G164 standard always a valid specification?

As the industry standard, the ASTM A123 Standard Specification for Zinc (Hot-Dip Galvanized) Coatings on Iron and Steel Products provides the hot-dip galvanized coating requirements for various steel products. Most galvanizers located in North America use this specification as the standard for coating thickness, appearance, finish and adherence. However, there are some competing specifications that are worthy of consideration when an end user requests that the galvanizer use them. For example, some customers in Canada may wish to galvanize steel according to the CSA G164 Hot Dip Galvanizing of Irregularly Shaped Articles standard. Although this standard is similar to ASTM A123, there are several differences between the two. It is important to be aware of these differences in the case where a manufacturer or prescriber requests information on CSA G164. Lets examine some important differences between the two specifications, and then summarize with a comparison table.
The framework of these two specifications, and therefore their goal, is almost identical. Some differences exist between the two with regard to piping and continuous galvanizing, but after examination, the same information is indicated within each specification.
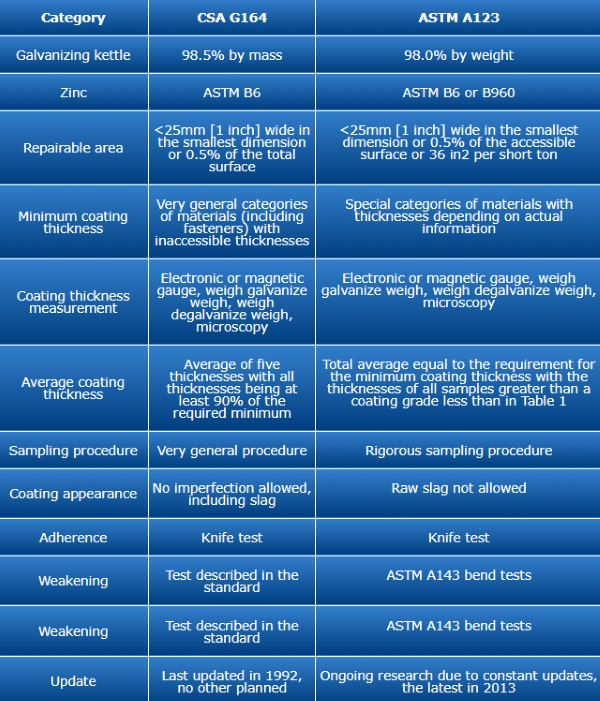
ASTM A123 has a more complete set of standards in the “Materials and Manufacturing” section than in G164’s "General requirements" section. This creates less confusion during the galvanizing process and a more complete specification. The first major difference between the two specifications is where Article 3.2 of the G164 requires "... the galvanizing bath must contain no less than 98.5% zinc by mass." By comparison, A123 in Section 5.5, ".... the galvanizing bath should contain an average value of less than 98.0% of zinc by weight". The percentage by weight and the percentage by mass differ only in verbiage and describe the same amount. The higher purity required by G164 is the difference between the two specifications. Both standards also cite that ASTM B6 is a standard that specifies that the zinc used in the galvanizing bath must be compliant. However, ASTM A123 also supports the specifications of the B960 standard.
Both specifications also contain a slight difference with respect to the repair of uncoated areas during the galvanizing process. Both specifications require that the exposed area be less than an inch in its narrowest dimension. Both specifications also require that the exposed area cover less than 0.5% of the coated surface if it is to be repaired. ASTM A780 is listed as the standard for repair for each specification. However, G164 3.3 refers to "the surface to be coated", while A123 6.2.2 refers to "the surface to be coated on this article that can be accessed”. This may seem like a small difference in the syntax, but this difference can prove to be very important when there is overlap and similar areas are considered. ASTM A123 also indicates, in addition to the requirement of ½ of 1%, that the acceptable repair area be 36 in2 per short ton [256 cm2 per metric ton] of the total weight of the part, according to the method which requires the smallest repair before the part is considered rejectable.
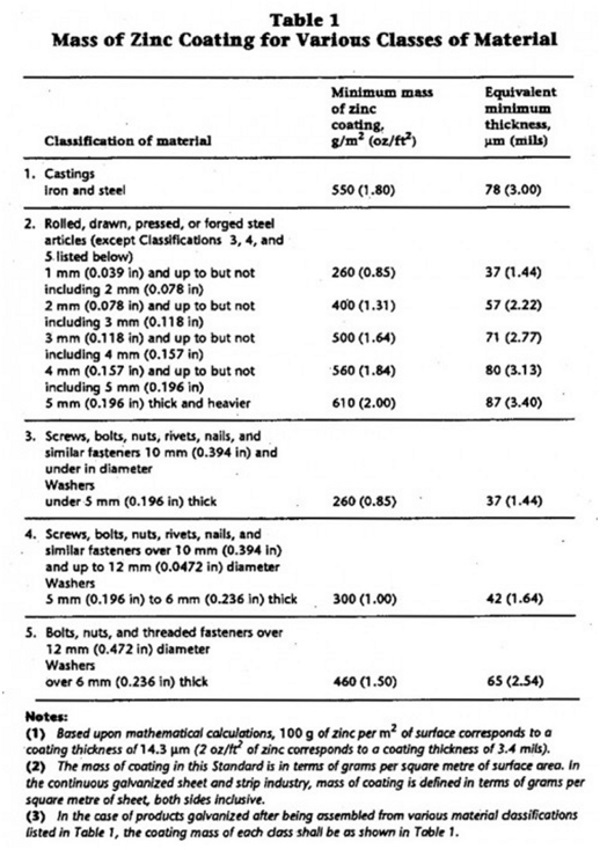
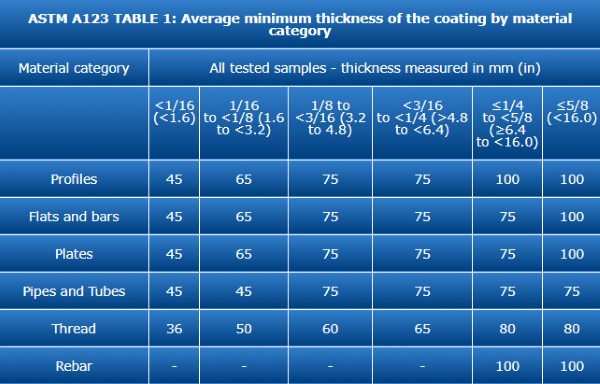
Each specification makes the coating thickness, finish, appearance and adherence of a hot-dip galvanized coating uniform. Again, these two specifications are similar, but have major differences; particularly with regard to the listed coating properties. For example, each specification uses a table to describe the standards for minimum coating thickness of galvanized steel, but the minimum requirements and the materials listed are very different. Table 1 of ASTM A123 has requirements for structural forms, strips and bars, plates, pipes and tubes, wires and rebar. The CSA G164 classifications are more general and include; cast, rolled, stretched, pressed and forged steel; screws, bolts, nuts, rivets, nails and similar fasteners. We can see that G164’s first two categories are divided into six specific categories found in A123. Also, A123 has no requirements as to the minimum coating thickness on threaded fasteners and items, but refers to ASTM A153 for these requirements. Both tables are shown below to compare the minimum coating thicknesses specified by each. The most significant difference here is with regard to the minimum coating thickness required by the A123 for pipes and tubes and for flats and bars. Recent reports have shown that much thicker coatings than these minimum requirements are not feasible on these materials. Despite this, the G164 includes these materials with all other materials and requires inaccessible thicknesses for flats, bars, pipes, and tubes
CSA G164 Table
Each standard lists the same tests used to determine the coating thickness on galvanized steel; electronic or magnetic gauge, weigh galvanize weigh, weigh strip weigh or microscopy methods. The practice behind each method varies from one specification to the other, but the most notable differences are the feeler gauge, magnetic and electronic measurements. G164 requires that each thickness measurement be at least 90% of the minimum thickness required in the table, with an average of five measurements equal to said thickness. On the other hand, the A123 only requires that the average measurement of the thickness of the coating meet the minimum coating thickness required by Table 1, with the sample average having a coating less than that required in Table 1.
The sampling procedure set up in G164 to test the coating thickness has very general guidelines. The procedure includes the option to choose the number of samples depending on the number of parts in the lot and the length and size of the parts. ASTM A123’s sampling protocol of is much more thorough and eliminates the risk of conflict.
Few conditions are given by G164 regarding the appearance of the zinc coating. The standard requires that the coating be free of imperfections such as bubbles, rough or uncoated areas, acid, black spots, or slag particles adhering to the coating ... ASTM A123 has a more realistic expectation that the coating be free of uncoated areas, bubbles, flux deposits, and matte. The main difference here is the refusal to accept the presence of matte particles adhering to the coating, according to G164. ASTM A123 also has a few more requirements concerning the coating’s finish.
Both specifications require the use of a knife test to determine proper coating adherence. But G164 has its own test procedures for the weakening of the base layer, A123 refers to the most complete guide of the ASTM A143 standard, which gives the details of a bending test.
Perhaps the most obvious and important difference between these standards is how relevant each one is in todays market. New information and research are constantly taken into account when updates are made to ASTM A123; the last update was in 2013. It is considered the standard of the hot-dip galvanizing industry in North America. However, due to financial considerations, CSA G164 has not been updated since 1992 and there appears to be no intention to do so. This standard has lost its relevance in the market and is rarely used. To properly understand the differences between CSA G164 and ASTM A123, you have to read and understand each specification. However, the information presented here can adequately describe some of the key differences between the two.
Source: https://www.corbecgalv.com/eg/news-astm-corbec.php

|